








Factores a tener en cuenta en la preparación y pintado de superficies
Una deficiente preparación de la superficie a pintar seguida de un buen sistema de pintura puede acarrear peores resultados que el empleo de productos de baja calidad sobre una superficie que ha sido preparada previamente de forma correcta.
Hay numerosos factores que influyen en el tipo de preparación previa de la superficie y la elección del sistema de pintado a realizar, que marcarán la calidad del acabado final.
- Naturaleza del material a pintar: el tipo de preparación y el tiempo y costes destinados variará si vamos a tratar una pieza metálica, plástica u otro tipo de soporte.
- Estado previo de la superficie: debemos valorar el estado en el que se encuentra la superficie a tratar, ya que influirá en la elección del método de preparación.
- Existencia de óxido o capas de pintura viejas: cobra especial importancia si la pieza se encuentra en el exterior o en el interior, y cual es el clima dominante. Puede presentar diferentes grados de oxidación (oxidación superficial, ligera, media y fuerte).
- Condiciones mecánicas que puede sufrir la pieza: si la pieza o superficie está expuesta a continuas fricciones, vibraciones o impactos mecánicos, será un factor a tener en cuenta en el tratamiento previo a realizar.
- El tamaño de la superficie a preparar y su geometría.
- El coste del proceso y aplicación.
- El color y brillo que se desea alcanzar.
Tipos de preparación de superficies para pintado
Desengrase de la superficie
La presencia de grasas y aceites es bastante frecuente en los materiales estructurales y debe ser eliminada por completo antes de comenzar las operaciones de pintado y repintado.
Los procedimientos más comunes son la limpieza con desengrasantes al disolvente o incluso acuosos.
Podemos encontrar variantes de equipos airless neumáticos o eléctricos, y su elección dependerá del contexto y proceso de aplicación, siendo más comunes los alimentados con aire comprimido.
imagen-5
La limpieza con disolvente puede realizarse mediante trapos humedecidos, siendo este el método más habitual. También se puede realizar esta limpieza por pulverización, aspersión e incluso inmersión en fase vapor.
El disolvente utilizado deberá poseer la capacidad de eliminar grasas y aceites, además de ser lo suficientemente volátil y contener una baja toxicidad. Los trapos con los que se realiza la operación deben renovarse a menudo para evitar el engrasado de los mismos.
También puede considerarse dentro del proceso de desengrase, el lavado con agua y detergentes o desinfectantes a muy alta presión, pudiendo eliminar de esta manera, sales, óxido, grasas o pintura vieja.
Limpieza manual y mecánica
Por limpieza manual se entiende un procedimiento de preparación de superficies mediante el cepillado, rascado, picado o lijado del metal para eliminar el óxido, cascarilla de laminación poco adheridas o pinturas viejas.
Es un método de limpieza y preparación de superficie para pintado más lento y trabajoso con el que no se eliminan totalmente las impurezas, pero resulta útil cuando existe imposibilidad de emplear otros procesos por dificultades de acceso a la pieza, o por costo. Los cepillos normalmente utilizados para este proceso son de alambre o púas de acero.
En base a la norma s/UNE EN ISO 12944-4, se contemplan los siguientes grados de preparación por rascado y cepillado manual:
- Grado ST 2: en este nivel de preparación se eliminan la cascarilla de laminación, la herrumbre y los recubrimientos de pintura y la materia extraña débilmente adheridos. La superficie debe mostrar aspecto metálico.
- Grado ST 3: se eliminan la cascarilla de laminación, la herrumbre y los recubrimientos de pintura y la materia extraña débilmente adheridos. Sin embargo, la superficie debe ser tratada más intensamente que para el grado ST 2, para proporcionar un brillo metálico procedente del sustrato. La superficie debe quedar con un pronunciado aspecto metálico.

Chorreado
A través de este tipo de preparación, la superficie es bombardeada por pequeñas partículas de materiales abrasivos lanzados a gran velocidad por medio de aire comprimido a través de una manguera flexible.
El material abrasivo utilizado puede ser granalla de acero, abrasivos sintéticos, etc.
Sin lugar a dudas, se trata del procedimiento más eficaz de limpieza y preparación de superficie puesto que se elimina la herrumbre, cascarilla, restos de soldadura, aceites, etc., consiguiendo al mismo tiempo una rugosidad excelente que favorece la adherencia de las capas de pintura.
Es importante tener en cuenta que el metal sometido a la operación de granallado presenta una superficie muy activa y fácilmente oxidable por la humedad ambiental o contaminantes atmosféricos, por lo que deberá recubrirse inmediatamente con pintura.
Según la especificación SIS-055900 (normativa sobre preparación de superficies), los grados de preparación por chorreado se articulan en:
- Grado Sa 1: chorreado ligero. Se eliminan la cascarilla de laminación, la herrumbre y los recubrimientos de pintura y la materia extraña débilmente adheridos.
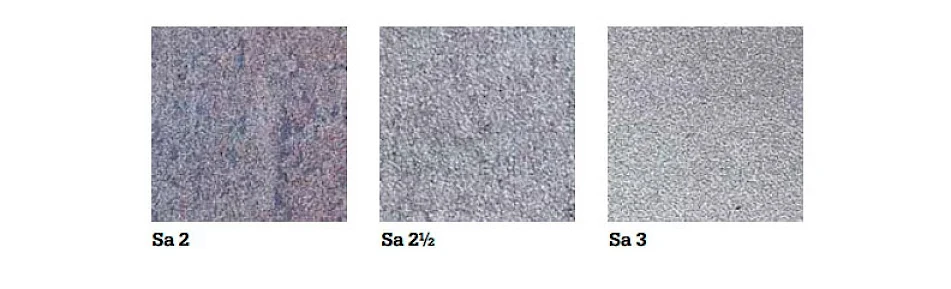
- Grado Sa 2: chorreado cuidadoso. Se eliminan la cascarilla de laminación, la herrumbre y los recubrimientos de pintura y la materia extraña. Cualquier contaminación residual debe estar fuertemente adherida. La superficie debe de quedar de color grisáceo.
- Grado Sa 2½: chorreado muy cuidadoso. Se eliminan la cascarilla de laminación, la herrumbre y los recubrimientos de pintura y la materia extraña. Cualquier traza de contaminación se debe presentar sólo como manchas con forma de pequeños círculos o franjas. La superficie debe de presentar una apariencia de metal casi blanco.
- Grado Sa 3: chorreado exigente. Se eliminan la cascarilla de laminación, la herrumbre y los recubrimientos de pintura y la materia extraña. La superficie debe de presentar una apariencia de metal blanco uniforme.
Fosfatado
Es un tratamiento por el cual la capa más superficial de la pieza de acero se transforma en una fina capa de fosfato de hierro para mejorar tanto la resistencia a la corrosión como la adherencia de las capas de pintura.
Antes de fosfatar, la superficie debe estar libre de óxido, grasas y aceites.



